|
|
|
|
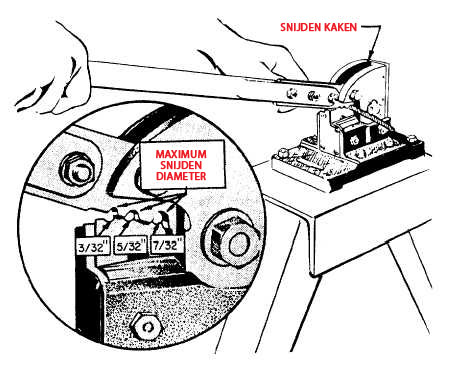
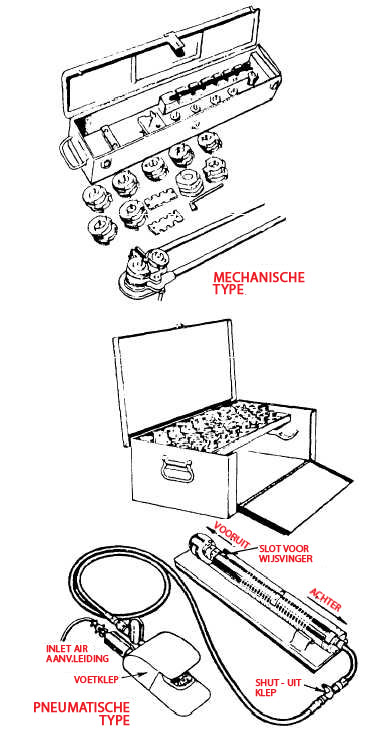
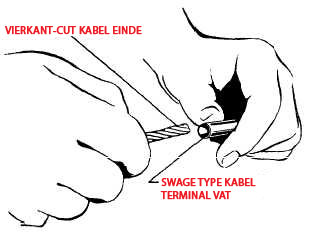
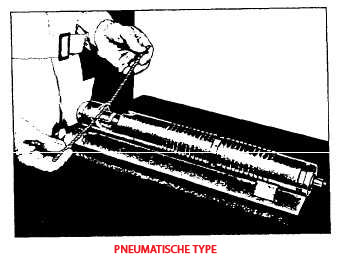
DE VERVAARDIGING VAN DE KABEL De kabels van de controle worden vervaardigd meestal van extra flexibel, voorgevormd, corrosiebestendig staal. De kabels van de controle variëren van 1/16 tot 3/8 duim in diameter. De kabels van 1/8 duim en groter zijn samengesteld uit 7 strengen 19 draden elk. De kabels 1/16 en 3/32 duim in diameter zijn samengesteld uit 7 strengen 7 draden elk. Kabel-scherpe Apparatuur De scherpe kabels kunnen door om het even welke geschikte methode behalve een oxyacetylene scherpe toorts worden verwezenlijkt. De methode om gewoonlijk te snijden hangt van de beschikbare hulpmiddelen en de machines af. Als een kabel neigt te ontrafelen die, kunnen de einden zweet zijn met een strook van band voorafgaand aan knipsel wordt gesoldeerd of wordt verpakt. De kleine diameterkabel kan naar genoegen met een paar van op zwaar werk berekende diagonale snijders, zijsnijders, of een paar draadtangen worden gesneden. De beste resultaten worden verkregen als de scherpe kaken aan de kabel tijdens de scherpe verrichting loodrecht worden gehouden. Kabels tot 3/32 van een duim in diameter kunnen in één verrichting met deze methode worden gesneden. De grotere kabels kunnen twee of meer besnoeiingen vereisen. Wanneer u grote diameterkabels snijdt, gebruik het eind van het scherpe blad, en snijd tegelijkertijd slechts een paar bundels. De meest bevredigende methode om kabels te snijden is met een kabel-scherpe machine die speciale kaken heeft om diverse grootte van kabel aan te passen. Zie figuur 9-28. Om deze machine te gebruiken, plaats de kabel in de juiste diametergroef en houd stevig de kabel binnen 2 duim scherpe bladen. Houd de kabel aan de scherpe bladen loodrecht en trek neer scherp het werkende handvat. Een koubeitel en een zacht metaalblok kunnen ook voor scherpe kabels worden gebruikt. Deze methode zou slechts als laatste redmiddel wegens de manier moeten worden gebruikt de kabeleinden zullen worden verzwakt. Eind Swaging Nadat de kabel wordt gesneden, is de volgende stap in omhoog het maken van een vliegtuigenkabel gehechtheid van de terminals. De meeste eindmontage is SWAGED op de einden van de kabels van het controlesysteem. Swaging is hoofdzakelijk een drukkend proces waarin de kabel in het vat van de terminal wordt opgenomen. Dan wordt de druk toegepast door matrijzen in een swaging machine om het vat van de terminal rond de kabel strak samen te persen. Het metaal van de binnenmuren van het vat is gevormd en koud gestroomd door kracht in de spleten van de kabel. Figuur 9-29 toont twee types van hand-swaging hulpmiddelen. in het hogere deel van de illustratie wordt mechanisch in werking gesteld, terwijl lagere pneumatisch in werking wordt gesteld. Wanneer u aan swage een terminal voorbereidt, snijd de kabel aan de vereiste lengte. Ben zeker om voor de verlenging (verhoging van lengte toe te schrijven aan zich het uitrekken) van de montage toe te staan die tijdens het swaging procédé zal voorkomen. De hoeveelheid verlenging zal met het de gebruikte type en grootte van montage variëren. Daarom moet de verlenging worden in acht genomen wanneer u omhoog om het even welke kabel maakt. Het structurele Handboek van de Hardware, NAVAIR 01-1A-8, verstrekt verlengingsgegevens voor alle types en grootte van montage. Zorg ervoor dat het kabeleind gesneden vierkant en schoon is en dat alle bundels in een compacte groep, zoals aangetoond in figuur 9-30 blijven. Plaats een daling of twee van lichte smeerolie op het kabeleind. Dan, neem het eind in de terminal op aan een diepte van ongeveer 1 duim. Buig de kabel naar de terminal, maak het terug naar de normale positie recht, en duw dan de kabel al manier in het eindvat. Dit buigende proces zet een knik in het kabeleind om de terminal op zijn plaats te houden tot de swaging verrichting wordt voltooid. Het neigt ook om de bundels binnen het einddievat te scheiden en uit te spreiden en vermindert de spanning door swaging wordt veroorzaakt. Allebei van hand-swaging de hulpmiddelen in figuur 9-29 worden getoond worden wijd gebruikt door de zeeactiviteiten die van het vliegtuigenonderhoud. De procedure om beide types wordt te gebruiken beschreven in de volgende paragrafen.
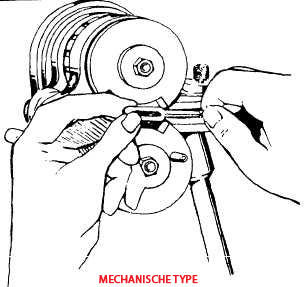
Hulpmiddel-mechanisch en het pneumatische 9-29.Hand-swaging van het cijfer. Wanneer het in werking stellen van het mechanische swaging hulpmiddel, zou u het juiste groottepaar matrijzen op de verrichting moeten plaatsen wordt gepresteerd. Aangezien de matrijzen roteren, trekken zij van het hulpmiddel, zoals aangetoond in figuur 9-31, en het swaging swaging hulpmiddel. De terminal wordt dan gevestigd in de kaken
Na voltooiing van swaging en verwijdering van de montage van het swaging hulpmiddel, meet de buitendiediameter van de steel met een micrometer of met de maat met de swaging uitrusting wordt geleverd om te bepalen al dan niet de terminal is geweest swaged voldoende. Dit kan worden bepaald door de meting met de toepasselijke kabel eindlijst in NAVAIR 01-1A-8 te controleren. Het pneumatische die swaging hulpmiddel in figuur 9-29 wordt getoond is een lichtgewicht draagbare die eenheid aan precisieswage het metaal van een terminal wordt ontworpen in de kieren (spleten) van de kabelbundels. De zadelsmid kan op een grondplaat worden opgezet en op een bank worden gebruikt, of het kan aan de baan worden genomen. Wanneer het swaging hulpmiddel aan de plaats van de baan wordt genomen, kan het in uw hand worden gehouden of in uw wapen worden gewiegd. De pneumatische swaging uitrusting heeft verscheidene verschillende die grootte en types van matrijzen voor swaging bal-en-kokerterminals en voor het snijden van en het in orde maken van kabel worden gebruikt. Als het mechanische swaging hulpmiddel, komen de matrijzen in aangepaste reeksen en moeten samen worden gebruikt. De matrijzen worden geïnstalleerd door één van beide matrijs door het juk openend in de matrijzenholte op te nemen. De spiebaan zou beneden moeten zijn en de steel die het achtergedeelte van de zadelsmid onder ogen zien. Glijd de eerste matrijzenrug om het openen voor de toevoeging van de het koppelen matrijs te ontruimen. De tweede matrijs wordt met de steel opgenomen die vooruit onder ogen zien. De volgende geleidelijke procedures worden geadviseerd voor vestiging het pneumatische swaging hulpmiddel: 1. Verbind de luchtlevering met de voetklep. Voor efficiënte verrichting, gebruik een lijn van de inhamlucht met minstens 3/8-duim binnen diameter en een minimum van 90 ponden lijndruk. 2. Verbind de lijn van de zadelsmidlucht met de voetklep. 3. Maak de matrijzen schoon, verwijder om het even welke staaldeeltjes die de matrijzenholte kunnen aangehangen hebben, en een lichte film van olie toepassen op de volledige matrijs. 4. Neem de matrijzen in het swaging hulpmiddel op zoals eerder beschreven. WAARSCHUWING Neem of verwijder geen matrijzen op tot de luchtlevering die met de zadelsmid wordt verbonden wordt afgesloten. Het nalaten die de luchtlevering te beveiligen met de zadelsmid wordt verbonden kon in lichamelijk letsel aan de exploitant resulteren. Met de pneumatische hulpmiddelopstelling voor gebruik, voer de volgende stappen terwijl swaging terminals aan kabels uit: 1. Plaats de terminal op de kabel, gebruikend de oude die kabel als patroon, of volg de instructies in de toepasselijke technische richtlijnen worden gegeven. Wanneer u een balterminal gebruikt, moet zich een minimum van 1 1/2 duim van kabel voorbij de bal uitbreiden om ruimte voor het houden van en het draaien van de terminal tijdens swaging toe te staan. De overmaat wordt indien nodig in orde gemaakt, na de swaging verrichting. Wanneer u de terminals van lidstaten 20667 gebruikt, moet zich 1/4 duim van kabel door de terminal uitbreiden. Voor alle andere terminals, wordt de kabel gebaseerd (opgenomen alle manier in de terminal). 2. Elke terminal wordt schoongemaakt met een geschikt oplosmiddel, en met een lichte olie dan met een laag bedekt. 3. Met de terminals in de holte van de voorwaartse matrijs worden, glijd de achtermatrijs in zijn voorwaartse die positie gebruikend de groef in het juk voor de wijsvinger wordt verstrekt geplaatst die. NOTA: Om schade aan terminal of kabel tijdens de swaging cyclus te verhinderen, handhaaf lichte druk op de kabel naar de voorzijde van de zadelsmid. Dit houdt de terminal en de kabel stevig in de voorwaartse matrijzenholte. 4. Druk stevig de voetklep in en roteer afwisselend de kabel in 180 gradenbogen of volledige revoluties. De tijdsduur wordt de voetklep gehouden van het type afhangt en de grootte van montage die swaged zijn. De juiste die tijd kan worden gevonden door naar de grafiek te verwijzen van het pneumatische swaging hulpmiddel wordt voorzien. Als de terminal niet zal roteren, houd onmiddellijk swaging tegen; roteer opnieuw de eind 90 graden, en beginswaging. 5. Geef het voetpedaal vrij om swaging tegen te houden, en verwijder de terminal uit het swaging hulpmiddel voor inspectie. Als de diameter overmaats is of de eindoppervlakte te ruw is, herhaal de verrichting. Als swaged moeten de terminals op beide einden van de kabel worden gebruikt, de algemene lengte van de kabel opnieuw controleren en het in orde te maken indien nodig, voorafgaand aan het installeren van de tweede terminal. Vergewis me ervan dat alle extra montage en toebehoren, zoals kabeleinden en kabelleidingen, op de kabel in de juiste opeenvolging zijn uitgegleden. De andere terminal kan dan zijn swaged, gebruikend de zelfde procedures zoals die voor eerste wordt gebruikt. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons