|
|
|
|
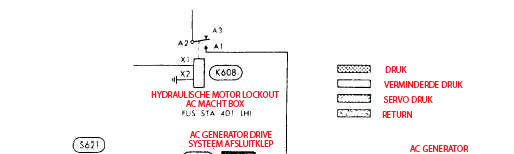
DE SYSTEMEN VAN DE VOUWEN VAN DE VLEUGEL Er zijn diverse verschillen in het ontwerp en de werkende kenmerken van de diverse hydraulisch in werking gestelde systemen, en de systemen van vleugelvouwen zijn geen uitzondering. De fundamenteel gelijkaardige componenten oefenen gelijkaardige functies met slechts kleine variatie in deelnomenclatuur en fysiek ontwerp uit. Het systeem van vleugelvouwen in de volgende paragrafen wordt beschreven zal op sommige van deze verschillen dat wijzen. Verwijs naar het het systeemschema van vleugelvouwen in figuur 12-63 wordt getoond aangezien u de volgende paragrafen die leest. De vleugelsboog door de vleugelvouwen op te heffen wordt geopend behandelt omhoog en door:sturen tot het het eerste einde dat bereikt. Deze actie stelt de kabel en pushrod mechanismen in werking die mechanisch sluiten van de cilinders van het vleugelslot controleren. Deze zelfde die actie, door pushrod met de mechanische sloten wordt verbonden, veroorzaakt de waarschuwingsvlaggen om bovenop de vleugels te verschijnen. De verdere beweging van het handvat van vleugelvouwen op dit punt wordt verhinderd door een mechanische klink met veerwerking die de krukas bij de cilinder van het vleugelslot blokkeert. Met vluchtleiding in de juiste positie en het gewicht op de wielen, wordt de de sluitpinschakelaar van vleugelvouwen geplaatst in UNLOCK. De macht wordt geleverd aan opent kant die van de de selecteursklep van het vleugelslot, gecombineerd systeemnut toestaan hydraulische druk aan de vier cilinders van het vleugelslot in elke vleugel. De druk in de cilinders van het vleugelslot beweegt de slotschacht om de vleugelsluitpinnen in te trekken. Na voltooiing van deze actie, kan het de controlehandvat van vleugelvouwen naar het hoogtepunt worden verplaatst vooruit plaatst, in werking stellend de de selecteursklep van vleugelvouwen in elke vleugel en porting hydraulische druk through flow regelgevers aan de aandrijvende cilinders van vleugelvouwen, die en de vleugel om uitbreiden veroorzaken te vouwen. De vleugels worden uitgespreid door het de controlehandvat van vleugelvouwen aan het eerste einde achterin te bewegen, mechanisch plaatsend de de selecteursklep van vleugelvouwen in elke vleugel aan through flow regelgevers van de haven hydraulische druk aan de cilinders van vleugelvouwen, veroorzakend hen om de vleugels in te trekken en uit te spreiden. Het de controlehandvat wordt van vleugelvouwen gehouden bij het eerste einde door de ingetrokken sluitpinnen, die omwenteling van de de slotschachten en krukassen verhinderen.
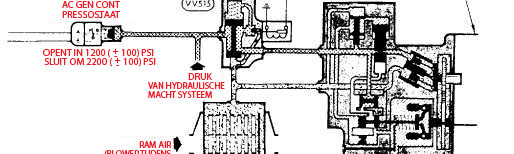
Na het uitspreiden van actie, wordt de de sluitpinschakelaar van vleugelvouwen geplaatst bij SLOT en de macht wordt geleverd aan de slotkant van de de selecteursklep van het vleugelslot. De de havens hydraulische druk van de selecteursklep toen aan de gesloten tijdopnemerklep in elke verbinding van vleugelvouwen. Aangezien het uitspreiden wordt voltooid, wordt een sluitpinklink met veerwerking in elke binnenwaartse montage van het vleugelslot ingedrukt door de buitenboordslotmontage. Wanneer de slotmontage wordt gericht, kunnen de sluitpinnen de montage van het vleugelslot uitbreiden en ingaan. Met uitgebreide sluitpinnen, is de slotschacht vrij te roteren, en het de controlehandvat van vleugelvouwen kan gelijk met de hoogste oppervlakte van de centrumconsole worden bewogen. Deze actie roteert de slotschachten om intrekken van de sluitpinnen te verhinderen en trekt de waarschuwingsvlaggen in. Wanneer om het even welke sluitpin zich er niet in slaagt uit te breiden, kan het handvat van vleugelvouwen niet worden beveiligd, en de waarschuwingsvlaggen zullen blootgesteld blijven. Een thermische afblaasklep is geïnstalleerd in de druklijn van de vleugelvouwen en de de selecteurskleppen van het vleugelslot. Het lucht bovenmatige drukopbouw wegens de thermische uitbreiding van opgesloten vloeistof in de gecombineerde lijnen van de systeemterugkeer. Wanneer de drukverhogingen boven 3.730 tot 3.830 psi, de balcontrole met veerwerking ten val brengt, en de klep bovenmatige druk verlicht. De balcontrole met veerwerking gaat zitten opnieuw wanneer de druk aan 3.360 psi valt. Het behoud van het systeem van vleugelvouwen op het organisatorische niveau bestaat hoofdzakelijk uit het geplande inspecties, smering, monteren van mechanische aaneenschakelingen, verwijdering en installatie van componenten, en analyse van systeemdefecten. MIM verstrekt systeemschema's en de bladen van de probleemanalyse om in het aanwijzen van oorzaken van defecten bij te wonen. Een grondige kennis van het systeem alvorens het oplossen van problemen noodzakelijk is. Het logische redeneren plus een systematische operationele controle van het systeem zal betere resultaten dan de methodes van het vallen en opstaanoplossen van problemen veroorzaken. Het gebrek aan smering of ander vereist onderhoud met voorgeschreven intervallen zal over het algemeen weerspiegeld worden door stijf, zal de controlemechanismen van vleugelvouwen of de verwante discrepantie van vleugelvouwen hard-aan-in werking stellen. De strikte naleving van onderhoudsvereisten, in alle gevallen, zal deze mogelijkheid elimineren of minimaliseren. Al correctief onderhoud zou de instructies moeten die in overeenstemming zijn die in aangewezen MIM worden verstrekt. De vlaggen van de het slotwaarschuwing van de vleugel worden zelden uit aanpassing, en wanneer zij er niet in slagen in te trekken, zou het als een aanwijzing van mislukking van alle sloten moeten worden beschouwd om slotmontage behoorlijk in te gaan. De herwaardering om een aanwijzing te verstrekken zonder ervoor te zorgen dat van het vleugelslot de vleugels zeker positief gesloten zijn verbetert niet de discrepantie en stelt een uiterst gevaarlijke vluchtvoorwaarde voor. De goede onderhoudspraktijken, de strikte kwaliteitsverzekering door gekwalificeerde inspecteurs, en de goede supervisie zullen acties van het veilige, de geschikte, en kwaliteits correctieve onderhoud verzekeren. Het midden onderhoud van de hydraulische componenten van vleugelvouwen bestaat over het algemeen uit het installeren van behandeling-datum reparatieuitrustingen (verzegelende apparaten, enz.) en/of vervanging van diverse delen beschikbaar als vloot-type reparatieuitrustingen. De delen in de reparatieuitrusting zijn gemakkelijk-aan-vervangen normaal punten, die niet de diepte van demontage en inspectie noodzakelijk bij volledige revisie vereisen, en worden vervangen wanneer de hoog tijdverwijdering van een component noodzakelijk is. De informatie over reparatieuitrustingen voor wordt diverse componenten verstrekt in toepasselijk de „Geïllustreerde Analyse van Delen“ en, in sommige gevallen, sectie de van het „MiddenOnderhoud“ van MIM en aangewezen (03) revisiehandboeken. De geleidelijke procedures voor de reparatie van componenten worden verstrekt in sectie de van het „MiddenOnderhoud“ één of andere MIMs en/of 03 handboeken. In het algemeen, zullen de reparaties bestaan uit het schoonmaken, demontage, inspectie, vervanging van ontbroken delen, hermontage, en het testen. De inspectie van gedemonteerde componenten omvat het controleren zichtbare schade aan interne delen, draadschade, voorwaarde van plateren, slijtagebeperkingen, de lentevervorming, specificeerde vrije lengte van de lente, en corrosie. In sommige gevallen, wordt de niet-destructieve inspectie van kritieke delen om discontinuïteit en moeheidsbarsten te ontdekken vereist. De hermontage zal normaal in de omgekeerde orde van demontage zijn en zal juiste installatie van delen, verbindingen, verpakking, pallen, het torquing, veiligheid bedrading, en het spiesluiten omvatten, toepasselijk. De test van de component na reparatie zal verder zijn capaciteit verifiëren om zijn voorgenomen functie uit te oefenen en zal over het algemeen bestaan uit bewijs het testen, het statische lek testen, en het operationele testen. Door de volledige middenverrichting van de niveaureparatie, moeten de componenten die reparatie ondergaan aan de controle van de kwaliteitsverzekering van gespecificeerde reparatiestappen worden onderworpen zoals die in toepasselijke MIM of (03) worden vermeld het revisiehandboek. Het volstaat NIET om de progressieve kwaliteitsverzekering te elimineren en de verrichting van het eindproduct te verifiëren. De stationaire die proefbanken voor het testen van hydraulische componenten worden gebruikt worden gevuld met bewarende hydraulische vloeistof. De herstelde componenten die niet moeten onmiddellijk worden geïnstalleerd moeten met mil-h-46170 worden bewerkt tenzij anders gespecificeerd. Alle openingen worden afgedekt of gestopt
Het systeem van de de generatoraandrijving van de figuur 12-64.AC. met goedgekeurde metaalsluitingen. De herstelde componenten die moeten worden geïnstalleerd onmiddellijk volgend op bank testend zouden worden afgedekt en zonodig moeten, druppel- wordenafgevoerd, worden gestopt. De plastic stoppen zijn belemmerd wegens de mogelijkheid van plastic spaanders die de component ingaan en verbindingen beschadigen of kritieke passages blokkeren. De manuren besteed in het verbeteren van defecten zijn gedocumenteerd op een VIDS/MAF. Wanneer apart wordt verwijderd en door IMA voor reparaties worden verwerkt is, wordt een extra VIDS/MAF in werking gesteld met de aangewezen informatie binnen bewerkt en draai-binnen in bijlage aan de component voor. Raadpleeg de aangewezen handboeken voor juiste documentatie van VIDS/MAF. De baan wordt niet beschouwd als volledig tot de noodzakelijke administratie onderzocht, is voltooid en binnen gedraaid. |
|
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons