|
|
|
|
HET SCHOONMAKEN EN INSPECTIE. Het stof en het losse gruis worden verwijderd door lagedruklucht te gebruiken, en dan worden alle delen schoongemaakt in een schoonmakend oplosmiddel p-D-680 en droog met een schone, lint-free doek. Alle metaaldelen worden visueel geïnspecteerd voor barsten, slijtage, of andere schade, zoals die in sectie de van de „MiddenReparatie“ van MIM worden gespecificeerd. Sommige delen kunnen inspectie door één van de niet-destructieve methodes vereisen. De terugkeerlente wordt geïnspecteerd voor juiste veerkracht. De kracht wordt vereist wordt om de grepen bij de elke buis en greepassemblage te bewegen gecontroleerd met een speciaal buis en greepmeetapparaat dat. De roterende schijf wordt geïnspecteerd voor barsten, vervorming, en dikte. De schijf moet worden vervangen als het onder 0.2 duimdikte wordt gedragen, als het gebarsten is, of als de wrijvingsmengeling ongelijk wordt gedragen. De wrijvingsmengeling maakte kuiltjes misschien tot in 0.5 vierkante duim in om het even welk segment. De stationaire schijf wordt geïnspecteerd voor barsten en dikte. Als de minimumdikte verplaatsen centimeter voor centimeter minder dan is 0.3 zich of de schijf is gebarsten, zou het moeten worden vervangen. Backplate en de drukplaat zouden moeten worden vervangen als zij gebarsten zijn. Als de slijtagestootkussens aan minder dan 0.088 duimtltickness worden gedragen, zouden zij moeten worden vervangen. DE VERVANGING VAN DE SLIJTAGE PAD. De het stootkussenvervanging van de slijtage op de drukplaat en de steunende plaat is gemachtigd. Boor klinknagels uit die de versleten stootkussens houden. Verwerp de versleten stootkussens. Controleer de platen barsten, misvorming, en de verlenging van het klinknagelgat. Gebruik een standaardmachine van de samendrukkingsklinknagel die de stootkussens van de vervangingsslijtage aan de platen vast te nagelen, gebruikend het type van klinknagel in toepasselijke MIM wordt gespecificeerd. De klinknagel bucktail moet onder de oppervlakte van het slijtagestootkussen zijn, zijn de Klinknagels met meer dan één barst zichtbaar in bucktail of met minder dan 50 percent van de omtrek van de gevormde hoofdvloed met de kanten van het verzonken gebied niet aanvaardbaar. De nieuwe slijtagestootkussens moeten oppervlaktegrond zijn aan 0. 100 duimdikte, en zouden binnen 0.010 duim vlak moeten zijn na het malen. De herwerkte platen zouden damp moeten zijn ontvet om al olie en het malend materiaal te verwijderen. De droge platen zouden in schoon, zwaar document voor bescherming moeten worden verpakt tot zij in de remassemblage worden vervangen. HERMONTAGE. De hermontage van de trimetallic rem is hoofdzakelijk in de omgekeerde orde van demontage. Smeer de verpakking, pallen, cilindermuren, en andere het contacteren oppervlakten binnen de remhuisvesting met een lichte deklaag van mil-g-8 1322, vliegtuigenvet voor algemeen gebruik vóór hermontage. Pas vet mil-g-6032B op de zuigerkant van toe de zuigerisolatie. Smeer de bouten van de remhuisvesting en de het contacteren oppervlakten van de bouthoofden met antiseize samenstelling. De deklaag van deze die bouten en de het contacteren oppervlakte van de bouthoofden, door torquing wordt gevolgd, worden bedoeld in één of andere MIMs als „Lubtork.“ Het TESTEN. De opnieuw gebrachte samen trimetallic rem moet worden getest om de kwaliteit van onderhoud te verzekeren. Verbind de remassemblage met een hydraulische proefbank en pas 25 psi op de inhamhaven toe. Open de drainagemechanismeklep tot de lucht-vrije vloeistof van de klep stroomt. Verhoog de druk tot 1.000 psi voor 2 minuten en controle voor lekken. Verlicht en reapply 1.000 psi meerdere keren, en dan vrijgeven langzaam de druk aan 90 psi. Houdend de 90 psidruk, meet de ontruiming tussen de drukplaat en de eerste roterende schijf. De minimum ontruiming moet 0.065 duim zijn. Indien de gebruikte schijven opnieuw werden geïnstalleerd, controleer juiste omwenteling. Beveilig de proefbank, maak de rem los, en stop de inhamhaven om verontreiniging te verhinderen.
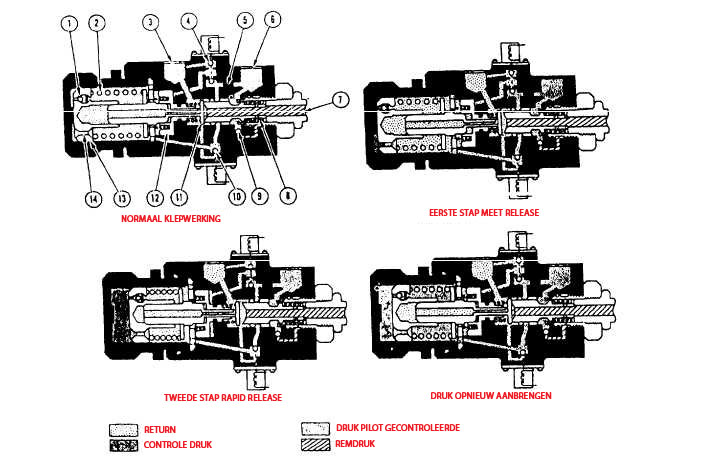
1. Controleer opening Nr 2 (versie) Figuur 12-55. - Het antislip schema van de controleklep. HET ONDERHOUD VAN HET SYSTEEM VAN DE CONTROLE VAN DE STEUNBALK Het leren Doelstelling: Erken de organisatorische en intermediate-level onderhoudseisen ten aanzien van de juiste verrichting van het systeem van de steunbalkcontrole. Een antislip testreeks is beschikbaar voor personeel in VE dat op het antislip systeem schat te gebruiken. De operationele test vereist normaal een gezamenlijke inspanning namens beide AM en van VE personeel. Het organisatorische onderhoud op de antislip die controleklep, in figuur 12-55 wordt getoond, is beperkt tot verwijdering en vervanging. De middendie niveaureparatie van de klep bestaat uit behandeling-datum verbinding en delenvervanging overeenkomstig de procedures in sectie de van het „MiddenOnderhoud“ van MIM worden verstrekt. Na reparatie, moet de klep worden getest om juiste verrichting hydraulisch als elektrisch te verifiëren zowel. De analyse van het probleem/het oplossen van problemen van het antislip systeem worden over het algemeen verwezenlijkt door personeel van de classificatie van VE. De stappen voor het gebruiken van de antislip testreeks worden verstrekt zullen de oorzaken voor de meeste defecten dat aanwijzen. Die stappen die niet de gespecificeerde resultaten ontmoeten worden onderzocht, worden de delen zonodig vervangen, en de volledige operationele controle wordt herhaald om te verifiëren dat het defect is verbeterd. |
|
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons