|
|
|
|
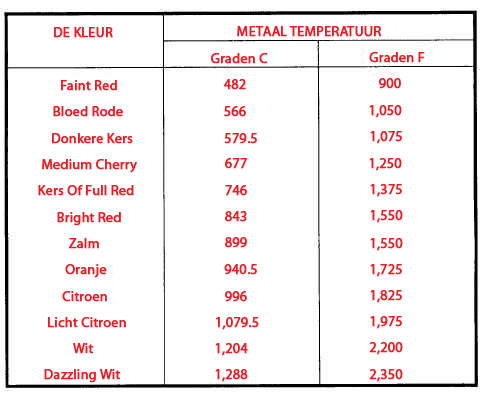
Vormen van Thermische behandeling van Staal Er zijn verschillende vormen van het verwarmen van ijzerhoudende materialen zoals staal. De methodes die in dit hoofdstuk worden geregeld verharden, doven, maken aan, ontharden en normaliseren, en geval verharden. De termijnen zoals het carbureren, het cyaniding, en nitriding worden ook besproken. Het VERHARDEN. De thermische behandeling zet aanzienlijk de korrelstructuur van staal om, en het is terwijl het overgaan door een kritieke temperatuurwaaier dat het staal verhardende macht verwerft. Wanneer een stuk van staal langzaam en uniform voorbij een gloeihitte wordt verwarmd, zal zijn verschijning in helderheid stijgen tot een bepaalde temperatuur wordt bereikt. De kleur zal lichtjes veranderen, wordend enigszins donkerder, wat als aanwijzing dat kan worden genomen een transformatie binnen het metaal (pearlite die in austenite worden omgezet) plaatsvindt. Wanneer deze verandering van staat volledig is, zal het staal in helderheid blijven stijgen, en indien snel gekoeld om de verandering te verhinderen om te keren, hardheid zal worden geproduceerd. Als, in plaats van snel wordt gedoofd, het staal om wordt toegestaan langzaam te koelen, zal het metaal opnieuw door een verandering van staat overgaan, en het het koelen tarief zal snel voorbijgaand gearresteerd worden. Om een voorwaarde van maximumhardheid te verkrijgen, is het noodzakelijk om de temperatuur van het voldoende hoge staal op te heffen om de verandering van staat te veroorzaken om volledig te voltooien. Deze temperatuur is genoemd geworden hoger kritiek punt. Het staal dat aan zijn hoger kritiek punt is verwarmd zal als snel volledig gedoofd verharden; nochtans, in de praktijk, is het noodzakelijk om te overschrijden deze temperatuur door ongeveer 28 aan 56C (50 aan 100F) om het grondige verwarmen van de binnenkant van het stuk te verzekeren. Als de hogere kritieke temperatuur teveel wordt overschreden, zal een onbevredigende ruwe korrelgrootte in van gehard staal worden ontwikkeld. Het succesvolle verharden van staal zal grotendeels afhangen van de volgende factoren: 1. Controle meer dan het tarief om te verwarmen, specifiek om het barsten van dikke en onregelmatige secties te verhinderen 2. Het grondige en eenvormige verwarmen door secties aan correcte verhardende temperaturen 3. Controle van ovenatmosfeer, in het geval van bepaalde staaldelen, om het schrapen en decarburiza-tion te verhinderen 4. Correcte hittecapaciteit, viscositeit, en temperatuur van het doven van media, om barsten voldoende te verharden en te vermijden Wanneer het verwarmen van staal, zou u nauwkeurige instrumenten moeten gebruiken om de temperatuur te bepalen. Af en toe, echter, vormen dergelijke instrumenten niet beschikbaar een boog, en in zulke gevallen, kan de temperatuur van het staal ongeveer door zijn kleur worden beoordeeld. De temperaturen die aan diverse kleuren beantwoorden worden gegeven in lijst 15-1; nochtans, de nauwkeurigheid waarmee de temperaturen door kleuren kunnen worden beoordeeld hangt van de ervaring van de arbeider en van het licht af waarin het werk wordt gedaan. HET DOVEN PROCEDURE. Een aantal vloeistoffen kunnen voor het doven van staal worden gebruikt. Zowel de media als de vorm van het bad grotendeels van de aard van het te koelen werk af hangen. Het is belangrijk dat een voldoende hoeveelheid media wordt verstrekt om het metaal toe te laten om worden gedoofd zonder een merkbare verandering in de temperatuur van het bad te veroorzaken. Dit is bijzonder belangrijk waar vele artikelen in successie moeten worden gedoofd. De tendens van staal om tijdens het het doven procédé scheef te trekken en te barsten is moeilijk te overwinnen omdat bepaalde delen van het artikel sneller dan anderen koelen. Wanneer de transformatie van temperatuur niet eenvormig is, vormen de interne spanningen opstelling in het metaal een boog die in het scheeftrekken of het barsten, afhankelijk van de strengheid van de spanningen resulteren. De onregelmatig gevormde delen zijn bijzonder vatbaar voor deze voorwaarden, hoewel de delen van een gelijke sectie vaak op een gelijkaardige manier worden beïnvloed. De verrichtingen zoals het smeden en het machinaal bewerken kunnen opstellings interne spanningen in staaldelen; daarom is het raadzaam om artikelen te normaliseren alvorens het verhardende proces te proberen. De volgende aanbevelingen zullen zeer de het scheeftrekken tendens verminderen en zouden zorgvuldig moeten worden waargenomen: 1. Een artikel zou nooit in het bad moeten worden geworpen, door het toe te laten om op de bodem van het bad te liggen, is het geschikt om sneller aan de hoogste kant dan aan de bodemkant te koelen, waarbij het wordt veroorzaakt om scheef te trekken of te barsten. 2. Het artikel zou lichtjes in het bad moeten worden geageerd om de deklaag van damp te vernietigen, die het zou kunnen verhinderen snel te koelen. Lijst 15-1. - De Grafiek van de kleur voor Staal bij Diverse Temperaturen
3. Een artikel zou moeten worden gedoofd zodanig dat alle delen uniform en met de minste mogelijke vervorming zullen worden gekoeld. 4. De onregelmatig gevormde secties zouden moeten worden ondergedompeld zodanig dat het gebied met de grootste sectie het bad eerst ingaat. Dovende Media. In bepaalde gevallen wordt het water gebruikt in het doven van staal tijdens het verhardende proces. Het water - de badtemperatuur wordt normaal gehouden bij 18C (65F). Voor specifieke toepassingen, kunnen andere badtemperaturen worden gebruikt; nochtans, kan het koude water het deel scheeftrekken of barsten, en het hete water kan de vereiste hardheid niet veroorzaken. Een oplossing van de 10 percenten pekel wordt gebruikt wanneer de hogere het koelen tarieven worden gewenst. Een oplossing van de 10 percenten pekel wordt gemaakt door .89 ponden zout per gallon water op te lossen. De olie is veel langzamer in actie dan water, en de tendens van verwarmd staal scheef te trekken of te barsten wanneer gedoofd kan zeer door zijn gebruik worden verminderd. Jammer genoeg, zullen de delen die van high-carbon staal worden gemaakt geen maximumhardheid wanneer gedoofd in olie ontwikkelen tenzij zij in dwarsdoorsnede vrij dun zijn. In vliegtuigendelen, echter, wordt het over het algemeen gebruikt, en in alle gevallen geadviseerd waar het de gewenste graad van hardheid zal veroorzaken. Voor vele artikelen, wordt een bad van water dat door een film van olie wordt behandeld nu en dan gebruikt. Wanneer het staal door deze oliefilm wordt geworpen, zal een film het aanhangen. Deze actie houdt het koelen lichtjes van het water op, waarbij de tendens wordt verminderd om wegens samentrekking te barsten. Het rechtmaken van Delen die in het Doven worden scheefgetrokken. De scheefgetrokken delen moeten worden rechtgemaakt door eerst aan onder de aanmakende temperatuur van het artikel te verwarmen, en dan druk toe te passen. Deze druk zou moeten worden voortgezet tot het stuk wordt gekoeld. Het is wenselijk aan retemper het deel na het rechtmaken bij de het rechtmaken temperatuur. Geen poging zou moeten worden gemaakt om van gehard staal recht te maken zonder het verwarmen, ongeacht het aantal tijden is het eerder verwarmd. Het staal in zijn vaste vorm gegeven voorwaarde kan niet worden gebogen of zijn opgesprongen koude met om het even welke graad van veiligheid. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons