|
|
|
|
De Apparatuur van het lassen Tungsten-arc van het gas de lassenapparatuur wordt geproduceerd door vele fabrikanten. Om deze reden, is het zeer belangrijk om te herinneren dat de apparatuur die in dit hoofdstuk worden besproken slechts één van de vele types is die door de Marine kunnen worden gevonden. Nochtans, maakt de functies van gelijkaardige samenstellende delen van verschillend van machines zijn identiek, hoewel zij niet kunnen schijnen zo te zijn. TOORTSEN. - Worden de manueel in werking gestelde toortsen geconstrueerd om zowel de lassenstroom als het inerte gas aan de lasstreek te leiden. Deze toortsen zijn of gekoelde lucht of water. De luchtgekoelde toortsen worden ontworpen voor het lassen van lichte maatmaterialen waar de lage huidige waarden worden gebruikt. De met water gekoelde toortsen (fig. 15-44) worden geadviseerd wanneer het lassen stroomsterkten meer dan 200 ampèren vereist. Een doorgevende stroom van water stroomt rond de toorts om het van het oververhitten te houden. De wolframelektrode, die de lassenstroom levert, wordt gehouden stijf in de toorts door middel van een ring die in het lichaam van de toorts schroeft. Een verscheidenheid van ringsgrootte is beschikbare zo verschillende diameterelektroden kan worden gebruikt. Het gas wordt gevoed aan de lasstreek door een pijp, die uit een ceramische kop bestaat. De koppen van het gas worden ingepast in het toortshoofd om richting en distributiecontrole van het beveiligingsgas te verstrekken. De koppen zijn verwisselbaar om een verscheidenheid van tarieven van de gasstroom aan te passen. De koppen van het gas variëren in grootte. De grootte u zou moeten gebruiken hangt van het type en de grootte van toorts en de diameter van de elektrode af. Drukkend een controle schakel het toortsbegin in de stroom van zowel de stroom als gas. Voor wat apparatuur, worden de stroom van stroom en het gas geactiveerd door een voetcontrole. Het voordeel van de voetcontrole is dat de veranderlijke huidige stroom kan worden gebruikt aangezien het eind van de las wordt bereikt. Door de stroom geleidelijk aan te verminderen, zal het minder waarschijnlijk voor een holte in het eind van de lasvulklei en minder gevaar blijven om het beveiligingsgas kort te knippen. ELEKTRODEN. - Het zuivere die wolfram, of het wolfram met thorium of zirconium wordt gelegeerd, zijn de beste elektrode voor gastungsten-arc lassen. De toevoeging van thorium verhoogt de huidige capaciteit en elektronenemissie, houdt de uiteindekoeler op een bepaald niveau van stroom, minimaliseert beweging van is rond het elektrodenuiteinde, vergunningen gemakkelijkere boog aanvang, en de elektrode is niet zoals die gemakkelijk door toevallig contact met het het werkstuk wordt vervuild. De diameter van de elektrode voor een lassenverrichting wordt geselecteerd wordt door de te gebruiken die lassenstroom geregeerd. De elektroden van het grotere diameterwolfram worden vereist met omgekeerde polariteit dan met rechte polariteit. Om goede lassen te veroorzaken, moet de wolframelektrode correct worden gevormd. De algemene praktijk moet een gerichte elektrode met gelijkstroomlassen, en een sferisch eind met ac lassen gebruiken. Het is ook belangrijk dat de elektrode recht is, anders zal de gasstroom van de boog excentrisch zijn. DE GASSEN VAN DE BEVEILIGING. - Het gas van de beveiliging voor gastungsten-arc lassen kan argon, helium, of een mengsel van argon en helium zijn. Het argon is het populairste die beveiligingsgas in het gastungsten-arc proces wordt gebruikt.
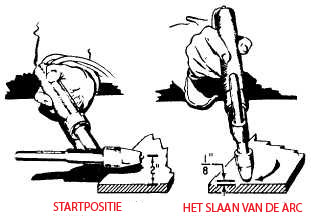
Figuur 15-45. - De aanvang van de boog. Het helium wordt zelden gebruikt wegens zijn hogere kosten in vergelijking tot argon. Bovendien aangezien het argon zwaarder is dan lucht, verstrekt het een betere deken over de las. Een mengsel van argon en helium wordt soms gebruikt in lassenmetalen die een hogere hitteinput vereisen. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons