|
|
|
|
TUNGSTEN-ARC VAN HET GAS LASSEN Tungsten-arc van het gas (GTA) het lassen is een booglassenprocédé dat samenvoeging van metalen door hen met een elektrische boog tussen een niet voor consumptie geschikte wolframelektrode en het onedele metaal te verwarmen veroorzaakt. De laspeul, de boog, de elektrode, en de verwarmde sectie het werkstukken worden beschermd tegen atmosferische verontreiniging door een gasachtig schild; anders, zullen de atmosferische zuurstof en de stikstof met het gesmolten lasmetaal combineren en zullen in een zwakke, poreuze las resulteren. Het beveiligingsgas is gewoonlijk een inert gas, zoals helium, argon, of een mengsel van gassen. De elektrode in lassen GTA wordt gebruikt is over het algemeen wolfram of een wolframlegering omdat andere vuurvaste metalen te snel bij de hoge boogtemperaturen in kwestie die zouden eroderen. De lassen GTA zijn sterker, kneedbaarder, en corrosiebestendiger dan andere soorten booglassen. De lasstreek heeft 100 percenten beschermings van de atmosfeer; daarom wordt geen stroom vereist. Aangezien geen stroom wordt vereist, elimineert het stroom of slakkenopneming in de las, en er zijn geen vonken, dampen, of spat. Met lassen GTA, kunnen de lashitte, de hoeveelheid penetratie, en de parelvorm zeer nauwkeurig worden gecontroleerd, en de pareloppervlakte is vlot en eenvormig. De Machines van het lassen Om het even welke standaardgelijkstroom of ac lassenmachine kan worden gebruikt om de stroom voor gastungsten-arc lassen te leveren. Nochtans, is het belangrijk dat de generator of de transformator goede huidige controle in de lage waaier heeft. Dit is noodzakelijk om een stabiele boog te handhaven, vooral wanneer lassende dunne maatmaterialen. Zijn de speciaal ontworpen machines met alle noodzakelijke controles beschikbaar voor gastungsten-arc lassen. Veel van de eenheden van de machtslevering worden gemaakt om zowel ac als gelijkstroomstroom te veroorzaken. De keus van een ac of gelijkstroommachine hangt van welke laskenmerken kunnen af worden vereist. Sommige metalen zijn
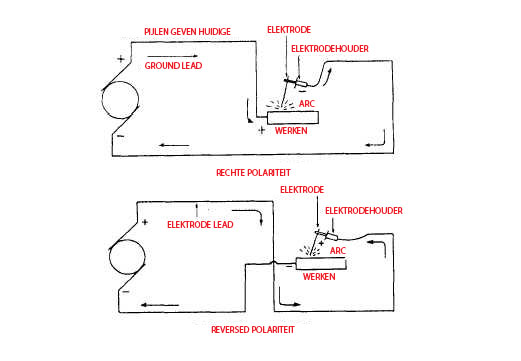
Figuur 15-43. - Rechte en omgekeerde polariteit in elektrisch lassen. gemakkelijker samengewerkt met ac stroom, terwijl anderen betere resultaten krijgen wanneer de gelijkstroomstroom wordt gebruikt. De Stromen van het lassen Met gelijkstroom kan de lassenkring of gelijkstroom rechte polariteit (DCSP) of gelijkstroom omgekeerde polariteit zijn (DCRP). Wanneer de machine voor rechte polariteit wordt geplaatst, is de stroom van elektronen van de elektrode aan de plaat, die tot aanzienlijke hitte in de plaat leidt. In omgekeerde polariteit, is de stroom van elektronen van de plaat aan de elektrode, waarbij een grotere concentratie van hitte wordt veroorzaakt bij de elektrode. Zie figuur 15-43. De intense hitte bij de elektrode neigt om van het eind van, de elektrode te smelten en kan de las vervuilen. Vandaar, voor om het even welke bepaalde stroom, vereist de gelijkstroom omgekeerde polariteit een grotere diameterelektrode dan gelijkstroom rechte polariteit. Bijvoorbeeld, kan de a1/16-duim diameterwolframelektrode normaal ongeveer 125 ampères in een rechte polariteitskring behandelen. Nochtans, als de omgekeerde polariteit met deze hoeveelheid stroom wordt gebruikt, zal het uiteinde van de elektrode weg smelten. Derhalve zal a1/4-duim diameter de elektrode worden vereist om 125 ampères van lassenstroom te behandelen. De polariteit beïnvloedt ook de vorm van de las. De rechte polariteit veroorzaakt een smalle, diepe las, terwijl de omgekeerde polariteit met zijn grotere diameterelektrode en lagere stroom een brede en ondiepe las vormt. Daarom wordt de gelijkstroom rechte polariteit gebruikt voor het lassen van de meeste metalen omdat de betere lassen worden bereikt. Met de hitte bij de plaat wordt geconcentreerd, is het lassenprocédé sneller, en er is minder vervorming van het onedele metaal dat. De wisselstroom, lassen (ACHF) met hoge frekwentie is een combinatie van gelijkstroom rechte polariteit en gelijkstroom omgekeerde polariteit. De helft van de volledige ac cyclus is DCSP en de andere helft is DCRP. Jammer genoeg, neigen de oxyden, de schaal, en de vochtigheid op het het werkstuk vaak om de volledige stroom van stroom in de omgekeerde polariteitsrichting te verhinderen. Als geen stroom van om het even welke aard in de omgekeerde polariteitsrichting tijdens een lassenverrichting stroomde, zou de gedeeltelijke of volledige onderbreking van huidige stroom de boog om onstabiel veroorzaken te zijn en soms uit te gaan. Om dit te verhinderen, ac nemen de lassenmachines een huidige stroomeenheid op met hoge frekwentie. De stroom met hoge frekwentie kan het hiaat tussen de elektrode en het het werkstuk springen die, die de oxydefilm doordringen en een weg voor de lassenstroom vormen aan stroom.
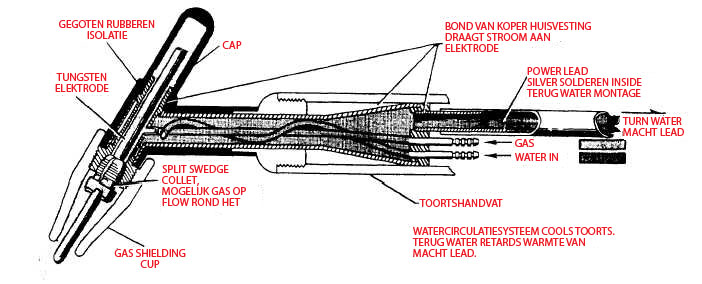
Figuur 15-44. - Typische met water gekoelde GTA lassentoorts. |
|
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons