|
|
|
|
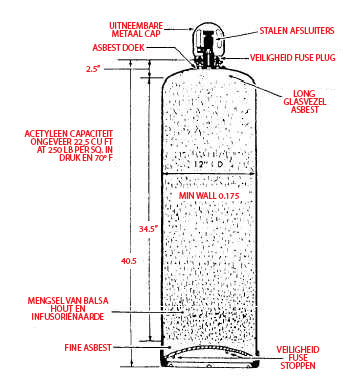
DE CILINDERS VAN HET ACETYLEEN. - Het acetyleen in een vrije staat onder druk groter wordt opgeslagen dan 15 psi kan worden gemaakt om door hitte of schok op te splitsen die en misschien te exploderen. Onder druk van 29.4 psi, wordt het acetyleen zelf-explosief, en een lichte schok zal het om veroorzaken spontaan te exploderen. Nochtans, wanneer opgelost in aceton, het
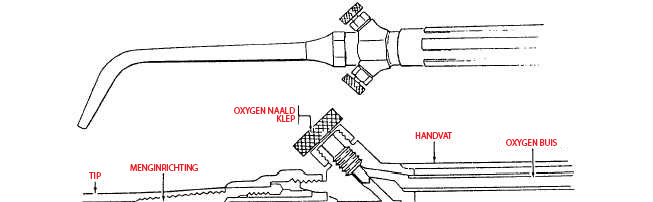
Figuur 15-27. - De cilinder van het acetyleen. kan in cilinders bij druk tot 250 psi worden samengeperst. De acetyleencilinder (fig. 15-27) wordt gevuld met poreuze materialen, zoals balsahout, houtskool, en verscheurd asbest, om de grootte van de open plekken in de cilinder te verminderen. Het aceton, een kleurloze, brandbare vloeistof, wordt toegevoegd tot ongeveer 40 percent van het poreuze materiaal wordt gevuld. De vuller doet dienst als grote spons om het aceton te absorberen, dat, beurtelings, het acetyleen absorbeert. In dit proces, stijgt het volume van het aceton aangezien het het acetyleen absorbeert, terwijl acetyleen, die een gas, in volume vermindert het zijn. De acetyleencilinders zijn uitgerust met veiligheidsstoppen, die een prik door het centrum hebben. Dit gat wordt gevuld met een metaallegering, die bij ongeveer 212F of versies bij 500 psi smelt. Wanneer een cilinder wordt oververhit, zal de stop zal het acetyleen smelten om en toelaten te ontsnappen alvorens een gevaarlijke druk kan opbouwen. Het stopgat is te klein om een vlam toe te laten om terug in de cilinder te branden als het ontsnappende acetyleen aangestoken zou moeten worden. DE TOORTSEN VAN HET LASSEN. - De oxyacetylene lassentoorts wordt gebruikt om zuurstof en acetyleengas in de juiste aandelen te mengen, en het volume van deze die gassen te controleren bij het lassenuiteinde worden gebrand. De toorts heeft twee naaldkleppen, voor het aanpassen van de stroom van acetyleen en andere het aanpassen van de stroom van zuurstof. Bovendien zijn er twee buizen, één voor zuurstof en andere voor acetyleen; een het mengen zich hoofd; inham uitsteeksels voor de gehechtheid van slangen; een uiteinde; en een handvat. De buizen en
Figuur 15-28. - Het mengen zich hoofd voor injecteur-type lassentoorts.
Figuur 15-29. - De gelijke toorts van het druklassen. het handvat wordt gemaakt van naadloos hard messing, koper-nikkel legering, roestvrij staal, of andere niet corrosieve metalen van adequate sterkte. Er zijn twee types van lassen torchesthe lagedruk of injecteurstype en het gelijk-druktype. In het lagedruk of injecteurstype (fig. 15-28), is de acetyleendruk minder dan 1 psi. Een straal van hoge drukzuurstof wordt gebruikt om een zuigingseffect te veroorzaken in de vereiste hoeveelheid acetyleen te trekken. Dit wordt verwezenlijkt door het ontwerp van de mixer in de toorts, die op het injecteursprincipe werkt. De lassenuiteinden kunnen of kunnen geen afzonderlijke die injecteurs hebben volledig met elk uiteinde worden ontworpen. De gelijke druktoorts (fig. 15-29) wordt ontworpen om met gelijke druk voor de zuurstof en het acetyleen te werken. De druk strekt zich van 1 uit tot 15 psi. Deze toorts heeft bepaalde voordelen over het lagedruktype omdat de vlam gemakkelijker kan worden aangepast, en aangezien de gelijke druk voor elk gas wordt gebruikt, de toorts voor flash-backs minder vatbaar is. De lassenuiteinden worden gemaakt van hard, getrokken, elektrolytisch koper of 95 percenten koper en 5 percenten tellurium. Zij worden gemaakt in diverse stijlen en types, wat een uiteinde uit één stuk of met één enkele opening of een aantal openingen hebben, en anderen die met twee of meer uiteinden in bijlage aan één het mengen zich hoofd. De diameters van de uiteindeopeningen verschillen om de hoeveelheid hitte en het type van vlam te controleren. Deze uiteindegrootte wordt aangewezen door aantallen die volgens het individuele fabrikantensysteem worden geschikt. In het algemeen, kleiner het aantal, kleiner de uiteindeopening. Geen kwestie welke type of grootte uitgezocht tipt u, het uiteinde moet schoon worden gehouden. Vrij vaak wordt de opening belemmerd met slakken. Wanneer dit gebeurt, zal de vlam niet behoorlijk branden. Inspecteer het uiteinde vóór u gebruik het. Als de passage wordt belemmerd, kunt u het met de reinigingsmachines van het draaduiteinde van de juiste diameter, of met zachte koperdraad ontruimen. De uiteinden zouden niet met machinistenboren of andere scherpe instrumenten moeten worden schoongemaakt. Deze apparaten kunnen uiteinde het openen vergroten of krassen en zeer de efficiency van het toortsuiteinde verminderen. SLANG. De slang wordt gebruikt om de aansluting tussen de toorts en de regelgevers te maken is sterk, niet-poreus, licht, en flexibel om de toortsbewegingen die gemakkelijk te maken. Het wordt gemaakt om hoge interne die druk te weerstaan, en het rubber in zijn vervaardiging wordt gebruikt wordt chemisch behandeld om zwavel te verwijderen om het gevaar van zelfontbranding te vermijden. De zuurstofslang is GROEN, en de acetyleenslang is ROOD. De slang is een rubberbuis met gevlechte of verpakte katoenen of rayonversterkingen en het rubber behandelen. De slangen hebben aanslutingen op elk eind zodat kunnen zij met hun respectieve regelgeversafzet en van de toortsinham aanslutingen worden verbonden. Om een gevaarlijke uitwisseling van acetyleen en zuurstofslangen te verhinderen, is wordt gebruikt alle ingepaste die montage voor de acetyleenaansluiting linkshandige draden, en alle ingepaste montage voor zuurstofaansluiting is rechtshandige draden. De slangen zijn verkrijgbaar als één enkele slang voor elk gas of met de slangen samen in entrepot langs hun lengte onder een gemeenschappelijk buiten rubberjasje. Dit type verhindert de slang het knikken of te worden verward tijdens de lassenverrichting. AANSTEKERS. - Een vuursteenaansteker wordt verstrekt voor het aansteken van de toorts. De aansteker bestaat uit een dossier-vormig stuk van staal, gewoonlijk in een nis gezet in een bekerachtig die apparaat, en een stuk van vuursteen dat over het staal kunnen worden getrokken, dat de vonken produceert worden vereist om de toorts aan te steken. WAARSCHUWING De gelijken zouden nooit moeten worden gebruikt om een toorts aan te steken; hun lengte vereist brengend de hand te dicht aan het uiteinde om het gas aan te steken. Het geaccumuleerde gas kan envelop de hand en, wanneer aangestoken, veroorzaakt een strenge brandwond. BESCHERMENDE BRILLEN. - De beschermende brillen van het lassen worden gepast met gekleurde lenzen om hitte en lichte stralen weg te houden en de ogen te beschermen tegen vonken en gesmolten metaal. Ongeacht de gebruikte schaduw van lens, zouden de beschermende brillen door een duidelijk dekkingsglas moeten worden beschermd. De lassenexploitant zou de schaduw of de dichtheid van kleur moeten selecteren die voor zijn/haar bijzonder werk meest geschikt is. De gewenste lens is de donkerste schaduw die een duidelijke definitie van het werk zonder vermoeidheid van de ogen zal tonen. De beschermende brillen zouden dicht rond de ogen moeten passen, en zouden op elk moment tijdens lassen en knipselverrichtingen moeten worden gedragen. De speciale beschermende brillen, die standaardlenzen met behulp van, zijn beschikbaar voor gebruik met bril. DE LASSENDE STAVEN (VAN DE VULLER). - Het gebruik van het juiste type van vullerstaaf is zeer belangrijk in oxyacetylene lassenverrichtingen. Dit materiaal niet alleen voegt versterking aan het lasgebied toe, maar ook voegt gewenste eigenschappen aan de gebeëindigde las toe. Door het juiste type van staaf te selecteren, of de treksterkte of de rekbaarheid kan in een las worden beveiligd. Op dezelfde manier kunnen de staven worden geselecteerd die zullen helpen de gewenste hoeveelheid corrosieweerstand behouden. In sommige gevallen, zal een geschikte staaf met een lager smeltpunt mogelijke barsten van uitbreiding en samentrekking elimineren. De staven van het lassen zijn gerangschikt ijzerhoudend en non-ferro. De ijzerhoudende staven omvatten koolstof en legeringsstaalstaven evenals gietijzerstaven. De non-ferro staven omvatten het solderen en bronzen staven, aluminium en van de aluminiumlegering staven, magnesium en van de magnesiumlegering staven, koperstaven, en zilveren staven. De diameter van de gebruikte staaf wordt geregeerd door de dikte die van de metalen aansluiten zich bij. Als de staaf aan klein is, zal het geen hitte vanaf de vulklei snel genoeg leiden, en een gebrande las zal voortvloeien. Een staaf die aan groot is zal de vulklei koelen. Zoals in het selecteren van het juiste de toortsuiteinde van het groottelassen, zal de ervaring de lasser toelaten om de juiste staaf van het diameterlassen te selecteren. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons