|
|
|
|
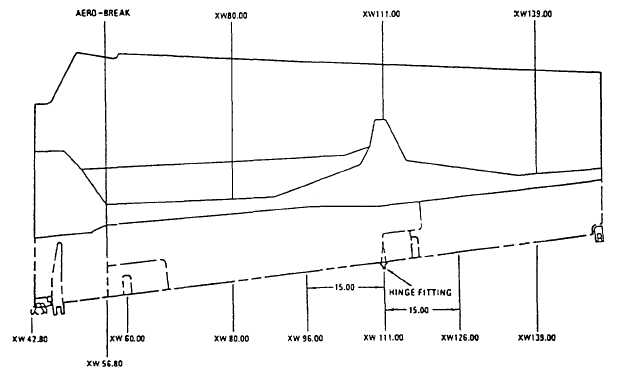
DE CRITERIA VAN DE REPARATIE De criteria van de reparatie verschillen op de zelfde manier dat de aanvankelijke ontwerpeisen ten aanzien van vliegtuigen verschillen. De criteria voor een reparatie kunnen minder eisend zijn als de reparatie om tijdelijk wordt beschouwd als. De tijdelijke reparaties worden uitgevoerd voor dergelijke vereisten zoals een éénmalige vlucht aan een reparatiefaciliteit of één meer opdracht in de gevechtsomstandigheden. Nochtans, zijn de meeste reparaties bedoeld permanent te zijn, en, behalve speciale voorwaarden, worden de criteria toegepast zodat de reparatie voor het leven van de vliegtuigen aanvaardbaar zal blijven. Één van de belangrijkste factoren die de reparatiekwaliteit beïnvloedt is het milieu waar de reparaties aan gemaakt zijn. Bijvoorbeeld, is de aanwezigheid van vochtigheid kritiek aan reparaties in entrepot. De epoxy harsen kunnen 1.5 tot 2 keer hun gewicht in vochtigheid absorberen, daardoor verminderend de capaciteit van de harsen om de vezels te steunen. Het vuil en het stof kunnen reparaties in entrepot ernstig beïnvloeden. De oliën, de dampen, en de oplosmiddelen verhinderen goede adhesie in oppervlakten in entrepot en kunnen tot leegten of losmaking leiden. Om kwaliteitsreparaties uit te voeren, moet het personeel een kennis van het samengestelde te herstellen systeem, type van schade, van schadebeperkingen classificaties, reparatiepublicaties, materialen, hulpmiddelen en uitrusting, en reparatieprocedures hebben. De reparatiefaciliteiten waar het werk moet worden uitgevoerd zullen schoon zijn en het klimaat controleerde indien mogelijk. De relatieve vochtigheid zou 25 percenten moeten zijn aan 60 percenten en temperaturenstal bij 65 aan 75F. Als de reparaties in een ongecontroleerd milieu (hangaar/vluchtdek) moeten worden gemaakt, zullen de flarden en de kleefstoffen in een gecontroleerd milieu worden voorbereid en zullen verzegeld worden in een luchtdichte zak alvorens wordt gebracht aan de reparatieplaats. De Restauratie van de sterkte De volledige sterktereparaties zijn wenselijk en zouden moeten worden gemaakt tenzij de kosten verbiedend zijn of de faciliteiten zijn ontoereikend. Minder dan volledige sterkte worden de reparaties soms toegestaan op secundaire structuren die licht worden geladen, stijfheid-kritieke ontworpen structuren voor beperkte afbuigingen eerder dan voor het dragen van grote die ladingen (deuren), of structuren aan een minimumdikteeis worden ontworpen ten aanzien van algemene weerstand tegen de behandeling van schade (fuselagehuiden). De handboeken van de reparatie voor specifieke vliegtuigen vaak „streek“ de structuur om de hoeveelheid nodig sterkterestauratie of de soorten standaardreparaties te tonen die aanvaardbaar zijn. De streken van de reparatie helpen om zich te identificeren en classfy schade door reparaties tot de lastvereisten te beperken. De de streekgrenzen van de reparatie wijzen op veranderingen in lastvereisten toe te schrijven aan veranderingen in de structuur, de huiddikte, de vouwafnames, de plaats van het steunen van leden (ribben en langsliggers), de vouwrichtlijn, de kerndichtheid, de grootte en het type van materialen. De schade in één streek kan herstelbaar zijn, waar als zelfde het type van schade in een aangrenzende streek niet kan herstelbaar zijn. Zie figuur 14-27. Aërodynamische Zachtheid De krachtige vliegtuigen hangen van vlotte externe oppervlakten af om belemmering te minimaliseren. Tijdens aanvankelijke vervaardiging, worden de zachtheidsvereisten gespecificeerd, gewoonlijk door streken te bepalen waar de verschillende niveaus van aërodynamische zachtheid worden vereist. Deze meesten
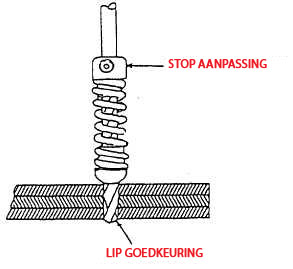
De streken van de figuur 14-27.Repair. de kritieke streken omvatten voorranden van vleugels en staarten, voorwaartse motorgondels en inhamgebieden, voorwaartse fuselages, en overwing gebieden van de fuselage. De minste kritieke streken omvatten slepende randen en achterdekse fuselagegebieden. De Hulpmiddelen van de reparatie De motoren van de boor zouden voor snelheden van 2.000 tot 5.000 t/min geschikt moeten zijn. Deze boren zouden met voertarief moeten worden uitgerust die schommelingscontroles beperken die achtereinddoorbraak te verhinderen door de boor wordt veroorzaakt te voeden te snelle en bovenmatige hitteopbouw de te langzame boor te voeden. De tarieven van het voer zouden niet 30 seconden per duim, met 10 tot 15 seconden per duim moeten overschrijden veroorzakend de beste resultaten op grafiet-epoxysamenstellingen. De boor zou volledige snelheid voorafgaand aan oppervlaktecontact en tijdens terugtrekking van voltooide gaten moeten draaien. Deze gaten zouden geboorde lichtjes te klein moeten zijn en uitgeboord aan de vereiste grootte. De diverse die types van boorbits voor het boren van samenstellingen worden gebruikt zijn of verdraaien, vlakke gecanneleerd/spade/dolk, enige fluit, of geloodste countersink, en zij worden gemaakt uit carbide of koolstofstaal. Een booreinde (fig. 14-28) is een regelbare de lentedemper die aan de boorbit steel in bijlage is. Dit houdt mechanisch de boor bij een vooraf bepaalde diepte voorafgaand aan het weggaan van het materiële die achtereind tegen, waarbij achtereinddoorbraak wordt verminderd door wordt veroorzaakt volg door. De vaste druk wordt vereist om deze lentespanning voor de boor te overwinnen om het laminatenachtereind te doordringen. De routers zijn hoge snelheid, handbediende, draagbare die snijders voor het verwijderen van beschadigde huid of kernmaterialen worden gebruikt. Zij worden ontworpen om te werken op winkellucht bij
Figuur 14-28. - Het einde van de boor. snelheden van 25.000 tot 40.000 t/min. De routers worden normaal gebruikt met een malplaatje om een vlotte regelmatige besnoeiing met de diepte van de besnoeiingsreeks te bepalen en gesloten. De zagen van het gat zijn goed voor het verwijderen van kleine gebieden van schade op laminaten, hoewel zij een tendens hebben om honingraat te beschadigen eerder dan om het te snijden. Het gat zaagt ook gemakkelijk schone omhooggaande schade, die een goede oppervlakte verstrekken voor reparaties. De reserve platen zouden aan het achtereind van het materiaal dat moeten worden vastgebonden wordt gezaagd om achtereinddoorbraak te verhinderen. De fijne van de tandmetaal of diamant zagen werken het beste voor het zagen van laminaten. |
|
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons