|
|
|
|
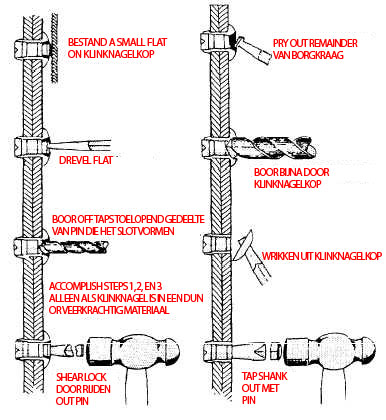
Inspectie De visuele inspectie van de plaatsing van de speld in het vervaardigde hoofd is het betrouwbaarste middel van inspectie. Als de juiste greeplengte is gebruikt en de sluitenkraag en het gebroken eind van de speld met het vervaardigde hoofd ongeveer gelijk zijn, is de klinknagel behoorlijk verstoord en het slot gevormd. De ontoereikende greeplengte wordt door de speld vermeld die onder de oppervlakte van het vervaardigde hoofd breken. De bovenmatige greeplengte wordt door de speld vermeld die goed boven het vervaardigde hoofd afbreken. In één van beide geval, zou de sluitenkraag niet behoorlijk kunnen worden gezet en een onbevredigend slot worden gevormd. Verwijdering De verwijdering van deze klinknagel kan gemakkelijk en zonder schade aan het werk worden verwezenlijkt als u de volgende procedures gebruikt. Zie figuur 13-55. 1. Scheer het slot door de speld met een verminderde speld van de staalafwijking niet over 3/32-duim diameter op het kleine eind te verdrijven. Als u aan dun materiaal werkt,
Figuur zelf-stopt klinknagels 13-55.Removing (mechanisch slot). file het materiaal terwijl het verdrijven van de speld. Als de ontoegankelijkheid dit belemmert, verwijder gedeeltelijk het klinknagelhoofd door in te dienen of met een klinknagelscheerapparaat. Een alternatief zou zijn de speldvlakte in te dienen, stempel te centreren de vlakte, en zorgvuldig het verminderde deel uit te boren die van de speld het slot vormen. 2. Krijg de rest uit los van de sluitenkraag met een afwijkingsspeld. 3. Gebruik de juiste grootteboor door het klinknagelhoofd bijna helemaal te boren. Voor a1/8-duim-diameter klinknagel, gebruik een aantal 31 boor; voor een 5/32, gebruik een aantal 24; en voor een 3/16, gebruik een aantal 15. 4. Breek het geboorde hoofd met een afwijkingsspeld af. 5. Verdrijf de rest van de klinknagel met een speld die een diameter gelijk aan of lichtjes minder dan de klinknageldiameter heeft. |
|
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons