|
|
|
|
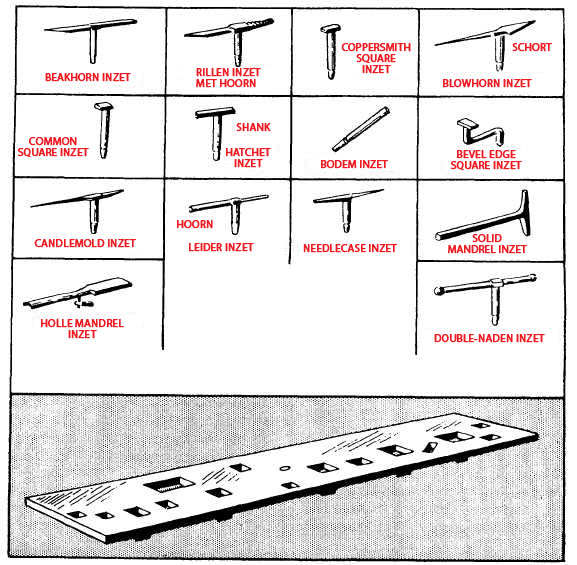
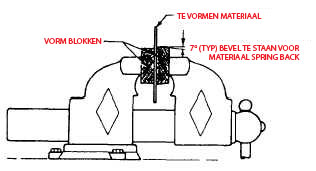
HET BUIGENDE METAAL VAN HET BLAD De krommingen en de vouwen van de rechte lijn in bladmetaal worden doorgaans gemaakt op de van de kroonlijstrem en bar omslag; nochtans, wordt een aanzienlijke hoeveelheid het buigen ook voltooid door methodes hand-te vormen. Het vormen zich van de hand kan worden verwezenlijkt door staken, blokken van hout, hoekstaal, een bankschroef, of de rand van een bank te gebruiken. Het buigen over Staken De staken worden gebruikt aan het metaal van het fileblad om vele verschillende krommen, hoeken, en naden te vormen. De staken zijn beschikbaar in een grote verscheidenheid van vormen, wat waarvan in figuur 13-33 worden getoond. De staken worden gehouden veilig in een staakhouder of een staakplaat, die in een werkbank worden verankerd. De staakhouder bevat een verscheidenheid van gaten om een aantal verschillende types van stelen te passen. Hoewel de staken in geen geval gevoelig zijn, moeten zij met redelijke zorg worden behandeld. Zij zouden niet moeten worden gebruikt zoals steunend wanneer u gaten of inkepingen in bladmetaal beitelt. Het buigen in een Bankschroef De krommingen van de rechte lijn van betrekkelijk korte secties kunnen door hand met de hulp van houten of metaal buigende blokken worden gemaakt. Nadat het deel en besnoeiing aan grootte is opgemaakt, zou u het volgens de krommingslijn tussen twee vormblokken moeten vastklemmen, die in een bankschroef wordt gehouden. De vormblokken hebben gewoonlijk één die rand rond om wordt gemaakt om de gewenste krommingsstraal te geven. Zie figuur 13-34. Door licht met een rubber te onttrekken, buigt het plastiek, of de ongelooide huidhouten hamer, het metaal die voorbij het buigende blok uitpuilen aan de gewenste hoek. U zou de zelfs kromming geleidelijk aan moeten maken. Begin aan de ene kant en het werk afwisselend te onttrekken langs de rand. Zet dit proces voort tot het vooruitstekende metaal aan de gewenste hoek wordt gebogen. Als een hoop van metaal zich voorbij de buigende blokken uitbreidt, zou u genoeg handdruk tegen het vooruitstekende blad moeten handhaven om het metaal te verhinderen te stuiteren. Verwijder om het even welke onregelmatigheid in de flens door een recht blok van hardhout edgewise te houden tegen de kromming en het te slaan met zware slagen van een hamer of een houten hamer. Als de hoeveelheid die metaal voorbij de buigende blokken uitpuilen klein is, maak de volledige kromming door het hardhout blokkeren en een hamer te gebruiken. De gebogen van een flens voorzien delen hebben vormlijnen die of concaaf of convex zijn. De concave flens wordt gevormd door zich uit te rekken, terwijl de convexe flens is
Figuur 13-33. - Staken en staakplaat. gevormd door te krimpen. Dergelijke delen worden gestalte gegeven met de hulp van hardhout of metaalvormblokken. Deze blokken worden gemaakt in paren en specifiek voor de vorm van het deel die worden gevormd. Elk paar is met de daadwerkelijke afmeting en de contour van het gebeëindigde artikel in overeenstemming. U zou het materiaal moeten snijden dat aan grootte moet worden gevormd, die over one-quarter duim bovenmatig materiaal voor versiering toestaan. Het dossier en maakt de randen van het materiaal glad om alle die inkepingen te verwijderen door de scherpe hulpmiddelen worden veroorzaakt. Dit vermindert de mogelijkheid van het materiaal die bij de randen tijdens de vormende verrichting barsten. Plaats het materiaal tussen de vormblokken en klem het in een bankschroef vast zodat het materiaal zich niet zal bewegen of zal verschuiven. Klem dicht mogelijk het werk vast zo aan het bijzondere gebied die worden gevormd om spanning op het vormblok te verhinderen en het materiaal te houden van het uitglijden.
Figuur 13-34. - Voorbereiding voor rechte kromming door hand. De concave oppervlakten worden gevormd door het materiaal over een vormblok uit te rekken. Zie figuur 13-35. U zou een plastiek of ongelooide huidhouten hamer met een vlot, lichtjes rond gemaakt gezicht moeten gebruiken beginnen op de uiteinden van het deel te hameren, en dan naar het centrum van de kromming verdergaan. Deze procedure laat dat enkele materiaal op de einden van het deel toe worden gewerkt in het centrum van de kromme waar het zal worden vereist. Blijf hamerend tot het metaal geleidelijk aan neer over de volledige flens en de vloed met het vormblok wordt gewerkt. Nadat de flens wordt gevormd, maak van het bovenmatige materiaal in orde en controleer het deel nauwkeurigheid. De convexe oppervlakten worden gevormd door het materiaal over een vormblok te krimpen. Zie figuur 13-36. U zou een houten of plastic het krimpen houten hamer en een steun of een wigblok moeten gebruiken beginnen bij het centrum van de kromme, en toen het werk tegen beide einden te hameren. De hamer de flens neer over de vorm door het metaal te slaan met het kijken blaast schuin van ongeveer 45 graden. U zou een motie moeten gebruiken die zal neigen om het deel vanaf de straal van het vormblok te trekken. Het wigblok wordt gebruikt om de rand van de flens zo bijna te houden loodrecht aan het vormblok mogelijk. Het wigblok vermindert ook de mogelijkheid om, het metaal te ontzetten te verdelen of te barsten. Een andere methode die van hand convexe flenzen vormen is een een loodbar of riem te gebruiken. Het materiaal, dat in het vormblok wordt beveiligd, wordt geslagen door de loodriem. De riem vergt de vorm van het deel die en dwingt het neer tegen het vormblok worden gevormd. Één voordeel van deze methode is het metaal wordt gevormd zonder het in de war brengen of het rimpelen en niet zo veel wordt verdund aangezien het door andere methodes van zich hand het vormen zou zijn. Deze methode is ook geïllustreerd in figuur 13-36. Nadat de flens door één van beide methode wordt gevormd, maak van het bovenmatige materiaal in orde en controleer het deel nauwkeurigheid. |
|
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons