|
|
|
|
HET LASSEN VAN DE BACKHAND. - In deze methode gaat het toortsuiteinde de staaf in de richting van lassen vooraf, en de vlam is terug gericht op de gesmolten vulklei en de voltooide las. Het eind van de staaf wordt geplaatst tussen het toortsuiteinde en de gesmolten vulklei. Het lassenuiteinde zou een hoek van ongeveer 45 tot 60 met de platen of verbinding moeten maken die (fig. 15-33) worden de gelast. Minder motie wordt vereist in de backhandmethode dan in de voordelige positiemethode. Als u recht gebruikt
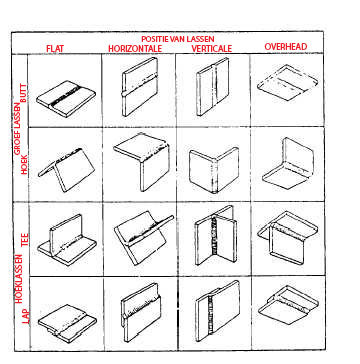
Figuur 15-34. - Vier basislassenposities. de lassen staaf, zou het moeten worden geroteerd zodat het eind van kant aan kant zal rollen en van gelijk zal smelten. U kunt de staaf ook buigen en, wanneer het lassen, beweegt de staaf en de toorts afwisselend aan een snel tarief. Als u een grote las maakt, zou u de staaf moeten bewegen om volledige cirkels in de gesmolten vulklei te maken. De toorts wordt bewogen afwisselend over de las terwijl het langzaam en uniform in de richting van de las wordt vooruitgegaan. Uw wil vindt de backhandmethode voor dik lassenmateriaal best meer dan 1/8 duim. U kunt smaller „V“ bij de verbinding gebruiken dan in voordelige positielassen mogelijk is. Een inbegrepen hoek van 60 is een voldoende hoek van schuine rand om een goede verbinding te krijgen. Het neemt zo veel lassen staaf of het puddelen voor de backhandmethode niet aangezien het voor de voordelige positiemethode doet. Door de backhandtechniek op zwaarder materiaal te gebruiken, is het mogelijk om verbeterde het lassen snelheden, betere controle van de grotere vulklei, en volledigere fusie bij de wortel van de las te verkrijgen. Verder, door een verminderende vlam met de backhandtechniek te gebruiken, wordt een kleinere hoeveelheid onedel metaal gesmolten terwijl het lassen van een verbinding. Het lassen van de backhand wordt zelden gebruikt op bladmetaal omdat de verhoogde hitte die in deze methode wordt geproduceerd waarschijnlijk zal het oververhitten en het branden veroorzaken. Wanneer het lassen van staal met een backhandtechniek en een verminderende vlam, vermindert de absorptie van koolstof door een dunne oppervlaktelaag van metaal het smeltpunt van het staal. Dit versnelt de lassenverrichting. DE POSITIES VAN HET LASSEN. - De vier basislassenposities worden getoond in figuur 15-34. Ook getoond worden vier
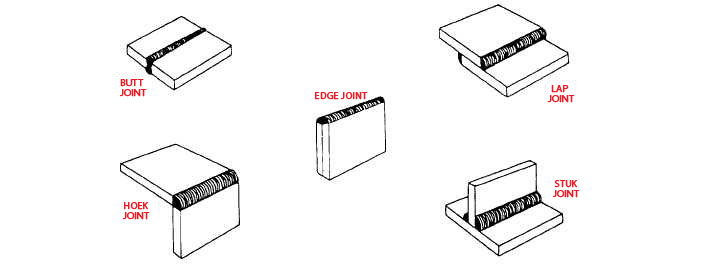
Figuur 15-35. - Types van gelaste verbindingen. algemeen gebruikte verbindingen. Bericht dat de hoekverbinding en de stootvoeg als groeflassen geclassificeerd zijn, terwijl de T-stuk en overlappingsverbindingen als filetlassen worden geclassificeerd. Het lassen wordt altijd gedaan in de vlakke positie waar mogelijk. De vulklei is veel gemakkelijker te controleren, en de lasser kan langere periodes werken zonder het vermoeien. Vrij vaak is het noodzakelijk om in de lucht, verticale, of horizontale positie in apparatuur reparatie te lassen. De vlakke positie wordt gebruikt wanneer het materiaal vlak of bijna vlak moet worden gelegd en op de bovenkant worden gelast. De lassentoorts is naar beneden gericht naar het werk. Deze las kan door of de voordelige positie of backhandtechniek worden gemaakt. De luchtpositie wordt gebruikt wanneer het materiaal op de onderkant, met de toorts moet worden gelast die omhoog naar het werk wordt gericht. In lassen lucht, kunt u de vulklei houden van het verzakken als u het niet om te groot toelaat te worden of de vorm van een grote daling te veronderstellen. De staaf wordt gebruikt om de gesmolten vulklei te controleren. U zou niet het volume van vlam moeten toelaten om dat te overschrijden vereist om een goede fusie van het onedele metaal met de vullerstaaf te verkrijgen. Minder hitte wordt vereist in een luchtlas omdat de hitte natuurlijk toeneemt. De horizontale positie wordt gebruikt wanneer de lijn van de laslooppas horizontaal over een werkstuk, en de toorts bij het materiaal in een horizontale of dichtbijgelegen horizontale positie worden geleid. De las wordt gemaakt van rechts naar links over de plaat (voor de rechtse lasser). De vlam is schuin omhoog geneigd van 45 tot 65, en de las wordt gemaakt met een normale voordelige positietechniek. Het toevoegen van de staaf aan de bovenkant van de vulklei zal het gesmolten metaal verhinderen te verzakken aan de lagere rand van de parel. Als de vulklei de grootste mogelijke samenhang moet hebben, zou het niet moeten te heet worden toegestaan om te worden. In een verticale las, moet wordt uitgeoefend de druk die door de toortsvlam worden vertrouwd op grotendeels om de vulklei te steunen. Het is belangrijk om de vulklei te houden van te heet het worden, en het hete metaal te verhinderen uit van de vulklei op de gebeëindigde las te lopen. Het kan noodzakelijk zijn om de vlam uit de vulklei voor een moment te verwijderen om het oververhitten te verhinderen, en dan het terug te keren aan de vulklei. De verticale lassen zijn begonnen met bij de bodem, en de vulklei wordt gedragen omhoog met een voordelige positiemotie. Het uiteinde zou van 45 tot 60, de nauwkeurige hoek van het gewenste evenwicht tussen correcte penetratie afhangen en controle die van de vulklei moeten worden geneigd. De staaf wordt toegevoegd vanaf de bovenkant en voor de vlam met een normale voordelige positietechniek. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons