|
|
|
|
BACKFIRE EN FLASH-BACK. - De ongepaste behandeling van de toorts kan de vlam veroorzaken om of, in zeer zeldzame gevallen, aan flash-back mis te lopen. Backfire is een kortstondige achterwaartse stroom van de gassen bij het toortsuiteinde, dat de vlam veroorzaakt om uit te gaan. Soms kan de vlam onmiddellijk opnieuw vorderen, maar backfire gaat altijd van een het breken of het knallen lawaai vergezeld. Backfire kan worden veroorzaakt door het uiteinde tegen het werk te raken, door het uiteinde te oververhitten, door de toorts in werking te stellen bij buiten geadviseerde druk, door een los uiteinde of een hoofd, of langs
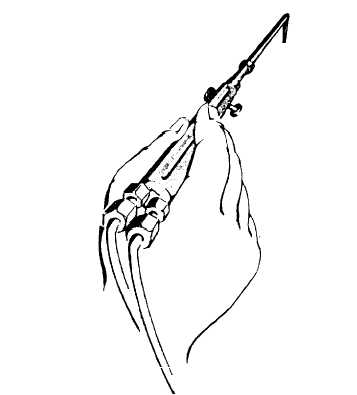
Figuur 15-30. - Lichte de maatmetalen van het lassen. vuil of slakken in het eind van het uiteinde. Backfire is zelden gevaarlijk, maar het gesmolten metaal kan worden geploeterd wanneer de vlam knalt. Een flash-back is het branden van de gassen binnen de toorts, en het is gevaarlijk. Het wordt gewoonlijk veroorzaakt door losse aanslutingen, ongepaste druk of, van de toorts te oververhitten. Een schril gesis of gekrijslawaai begeleidt een flash-back; en tenzij de gassen onmiddellijk worden geafsloten, kan de vlam terug door de slang en de regelgevers branden en grote schade veroorzaken. De oorzaak van een flash-back zou altijd moeten worden bepaald, en het probleem verhielp alvorens de toorts relighting. De fundamentele Technieken van het Lassen De samenstelling, de dikte, de vorm, en de positie van het te lassen metaal regeren de te gebruiken technieken. De fundamentele technieken die op verschillende dikten van toepassing zijn worden, de vormen, en de posities van het te lassen metaal besproken in de volgende paragrafen. HET HOUDEN VAN DE TOORTS. - De juiste methode in het houden van de toorts te gebruiken hangt van de dikte van het metaal af dat wordt gelast. Voor licht maatmetaal, houd de toorts zoals aangetoond in figuur 15-30, met de slang die over de pols wordt gedrapeerd. Voor het zwaardere werk, houd de toorts zoals aangetoond in figuur 15-31.
Figuur 15-31. - De zware plaat van het lassen. Houd de toorts zodat het uiteinde met de verbinding te lassen en overeenstemt, tussen 30 en 60 van de loodlijn worden geneigd. De nauwkeurige hoek hangt van het type van te maken las, de noodzakelijke hoeveelheid het voorverwarmen, en de dikte en het type van metaal af. Dikker het metaal, moet meer verticaal de toorts voor juiste hittepenetratie zijn. De witte kegel van de vlam zou ongeveer 1/8 duim van de oppervlakte van het onedele metaal moeten worden gehouden. Als de toorts in de correcte positie wordt gehouden, zal een kleine vulklei van gesmolten metaal zich vormen. De vulklei zou uit gelijke delen die van de twee stukken moeten worden samengesteld worden gelast. Nadat de vulklei verschijnt, begin met de beweging van het uiteinde in een halfronde of cirkelmotie. Deze beweging verzekert een gelijke distributie van hitte op beide stukken van metaal. De snelheid en de motie van de toorts worden geleerd slechts door praktijk en ervaring. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons