|
|
|
|
TYPES VAN DICHTINGSPRODUCTEN De fysische condities die de verbinding omringen regeren het type van te gebruiken dichtingsproduct. Sommige dichtingsproducten worden blootgesteld aan uiterst hoge of lage temperaturen. Andere dichtingsproducten contacteren brandstoffen en smeermiddelen. Daarom is het noodzakelijk om een dichtingsproduct te gebruiken dat voor de bijzondere voorwaarde is samengesteld. De dichtingsproducten worden geleverd in verschillende consistentie en behandelingstarieven. De basis dichtingsproducten zijn geclassificeerd in drie algemene categoriespliable, drogend, en genezend. Plooibare Dichtingsproducten De plooibare dichtingsproducten worden bedoeld als één-deel dichtingsproducten en zijn geleverde „klaar voor gebruik“ zoals verpakt. Zij zijn vaste lichamen en veranderen zeer weinig tijdens of na toepassing. Het oplosmiddel wordt niet gebruikt met plooibare dichtingsproducten. Daarom is drogen niet noodzakelijk. Behalve het normale verouderen, blijven zij vrijwel het zelfde zoals toen zij werden verpakt. Zij hangen gemakkelijk metaal, glas, en plastic oppervlakten aan. De plooibare dichtingsproducten worden gebruikt rond toegangspanelen en deuren en op gebieden waar de onder druk zettenholten moeten worden gehandhaafd. Drogende Dichtingsproducten Drogende die dichtingsproducten en behandeling door verdamping van het oplosmiddel worden geplaatst. De oplosmiddelen worden gebruikt in deze dichtingsproducten om de gewenste toepassingsconsistentie te verstrekken. De consistentie of de hardheid kan wanneer dit type van dichtingsproduct droogt, afhankelijk van de hoeveelheid oplosmiddel veranderen het bevat. De inkrimping tijdens het het drogen proces is een belangrijke overweging. De graad van inkrimping hangt ook van de hoeveelheid oplosmiddel af het bevat.
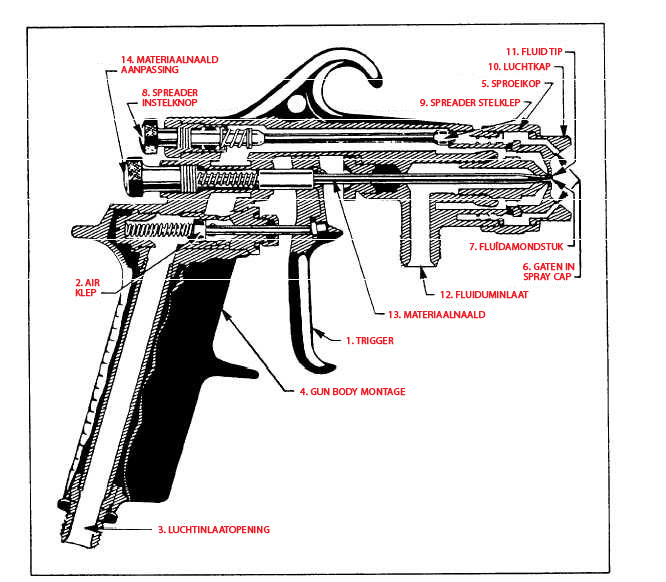
Figuur 14-42. - Sectionele mening van typisch spuitpistool. Het genezen van Dichtingsproducten De katalysator-genezen dichtingsproducten hebben een voordeel over het drogen van dichtingsproducten omdat zij van een vloeibare of half vloeibare staat in een vast lichaam door chemische reactie eerder dan door verdamping van een oplosmiddel worden omgezet. Een chemische katalysator of een versneller worden toegevoegd en enkel voorafgaand aan dichtingsproducttoepassingen gemengd. De hitte kan worden aangewend om het het genezen proces te versnellen. Wanneer u een katalysator gebruikt, zou u grondig de twee componenten meten en nauwkeurig moeten mengen om volledig en zelfs een behandeling te verzekeren. De TOEPASSING VAN DICHTINGSPRODUCTEN de toepassing van dichtingsproducten varieert al naar gelang vereiste tijd, hulpmiddelen, en de toepassingsmethode.
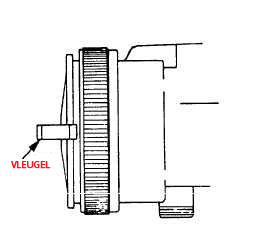
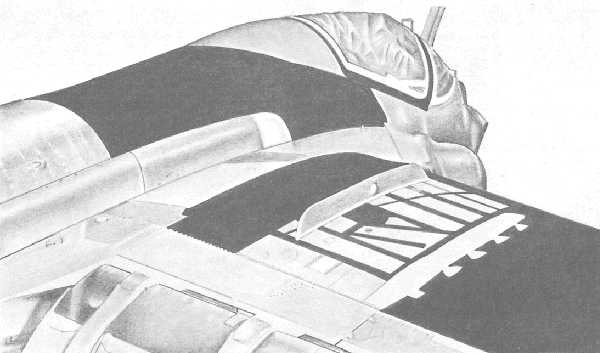
Figuur 14-43. - Spuitpistoolpijp. Nochtans, zijn de volgende beperkingen op alle dichtingsproducttoepassingen: van toepassing Het dichtingsproduct zou binnen de toepassingstijdslimieten moeten worden gebruikt door de dichtingsproductfabrikant die worden gespecificeerd. Het dichtingsproduct zou niet op metaal moeten worden toegepast dat kouder is dan 70F. De betere adhesie wordt verkregen en het toegepaste dichtingsproduct zal minder tendens hebben te stromen terwijl het genezen als het metaal aan een temperatuur tussen 90F en 100F wordt verwarmd alvorens het dichtingsproduct wordt toegepast. Het dichtingsproduct zou onmiddellijk moeten worden verworpen wanneer het te stijf om wordt van toepassing te zijn of te werken. Het stijve of gedeeltelijk genezen dichtingsproduct zal de oppervlakte waarop het moet worden toegepast evenals geen vers materiaal en, bijgevolg nat maken, zal geen bevredigende adhesie hebben. Het dichtingsproduct zou niet voor het faying van oppervlaktetoepassingen moeten worden gebruikt tenzij het net is verwijderd uit gekoelde opslag of vers gemengd. Terwijl het gebruik van dichtingsproducten op vliegtuigenoppervlakten zeer tijdens de voorbije paar jaar is gestegen, zijn de toepassingsmethodes meestal door het gebruik van borstels, het onderdompelen geweest, injectiekanonnen, en spatels. Het bespuiten van dichtingsproducten is een recente ontwikkeling. Mil-s-81733 wordt het dichtingsproduct, type III, uitgebreid gebruikt voor neveltoepassing. Als type III dichtingsproduct niet kan worden verkregen, deelt dichtingsproduct mil-s-8802, A in, kan worden gebruikt door het aan een sprayable consistentie door de toevoeging van een aangewezen oplosmiddel te verdunnen. Figuur 14-44 toont dichtingsproduct op een vliegtuig wordt toegepast om een aantal van de corrosie-naar voren meest gebogen gebieden te beschermen dat. Het dichtingsproduct werd toegepast gebruikend nevel, spatel, en borstelmethodes. Wanneer u druk verzegelend een vliegtuig bent, zouden de verzegelende materialen moeten worden toegepast om een ononderbroken parel, een film, of een filet over het verzegelde gebied te produceren. De luchtbellen, de leegten, de metaalspaanders, of de olieachtige verontreiniging zullen een efficiënte verbinding verhinderen. Daarom hangt het succes van de het verzegelen verrichting van de netheid van het gebied en de zorgvuldige toepassing van de dichtingsproductmaterialen af. Er zijn diverse methodes van druk verzegelend de verbindingen en de naden in vliegtuigen. Het toepasselijke structurele reparatiehandboek zal de methode die in elke toepassing moet worden gebruikt specificeren. Het verzegelen van een faying oppervlakte wordt verwezenlijkt door borstel met een laag bedekkend de het contacteren oppervlakten met het gespecificeerde dichtingsproduct. Het dichtingsproduct zou onmiddellijk moeten worden toegepast alvorens de delen samen vast te maken.
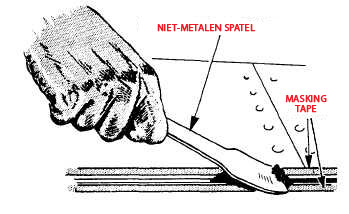
Figuur 14-44. - Dichtingsproduct op vliegtuigen buitenoppervlakten die wordt toegepast. De zorgvuldige planning is noodzakelijk om faying oppervlakteverbindingen bij grote assemblage binnen de toepassingstijdslimiet van het dichtingsproduct te sluiten. Zodra het dichtingsproduct is toegepast, moeten zich bij de delen aansluiten, moet het vereiste aantal bouten torqued, en alle klinknagels gedreven binnen deze tijdslimiet. Wanneer de isolerende band tussen de faying oppervlakten is geïnstalleerd om ongelijke metalencontacten te verhinderen, druk zou het verzegelen moeten worden verwezenlijkt door filet te verzegelen. Het verzegelen van de filet is het uitspreiden van dichtingsproduct langs de naad met een kanon van de dichtingsproductinjectie. Het dichtingsproduct zou in ongeveer 3 voet toename moeten worden uitgespreid. Alvorens u aan de volgende toename te werk gaat, zou het toegepaste gedeelte van de filet met een een dichtingsproductspatel of hulpmiddel moeten worden gewerkt. Zie figuur 14-45. Dit het werken van het dichtingsproduct vult de leegten in de naad en elimineert luchtbellen. Het de dienstleven zonder lek van het dichtingsproduct wordt bepaald door de grongigheid en geeft u gebruikt in het uitwerken van de luchtbellen. Nadat het dichtingsproduct aan een kopspijker-vrije voorwaarde heeft genezen, zou de filet voor om het even welke resterende luchtbellen moeten worden geïnspecteerd. Dergelijke luchtbellen zouden moeten met dichtingsproduct worden geopend en worden gevuld. Wanneer een zware filet wordt vereist, zou het in lagen moeten worden toegepast. De hoogste laag markt met indien het metaal. Het verzegelen van de injectie is druk het vullen van openingen of leegten met een kanon van de dichtingsproductinjectie. Hotst zou moeten door het dwingen dichtingsproduct in het openen worden bewerkt tot het uit de overkant te voorschijn komt. De leegten en de holten worden gevuld door te beginnen en met de pijp van het kanon van de dichtingsproductinjectie bij de bodem van de ruimte te vullen aangezien de pijp wordt teruggetrokken.
Figuur 14-45. - Dichtingsproduct Applylng. NOTA: Hots is een verbinding tussen twee die stukken van materiaal door een inkeping worden gevormd en een gepaste projectie. De klinknagels, rivnuts, de schroeven, en de kleine bouten zouden een borstellaag van dichtingsproduct meer dan het vooruitstekende gedeelte aan de drukkant moeten hebben. De wasmachines zouden een borstellaag van dichtingsproduct aan beide kanten moeten hebben. De gespleten die dichtingsringen zouden dichtingsproduct moeten hebben in de spleet voorafgaand aan installatie wordt geborsteld. Na installatie, zouden de filets op zowel de basis van de dichtingsring als de vooruitstekende buis in de drukkant moeten worden toegepast. | |
De Verklaring van de privacy - de Informatie van Copyright. - Contacteer ons